
پیشنویس:انواع ابزار پرس
| مقالهٔ پیشنویس در حال حاضر برای بازبینی ثبت نشدهاست.
این یک پیشنویس واگذارشده مقالهها برای ایجاد است. این مقاله در حال حاضر در انتظار بازبینی نیست. مادامی که بهطور فعالانه در حال بهبود بخشیدن این مقاله باشید، ضربالاجلی برای تکمیل آن نیست. پیشنویسهایی که در حال بهبود یافتن نباشند ممکن است پس از شش ماه حدف شوند. دقت کنید: جعبهٔ دیافت درخواست در ابتدا در پایین صفحه پدیدار خواهد شد. اگر این جعبه را میبینید، درخواست شما با موفقیت ارسال شدهاست.
جایی که میتوانید کمک بگیرید
چگونگی بهبود یک پیشنویس
همچنین میتوانید با کنکاش در ویکیپدیا:مقالههای برگزیده و ویکیپدیا:مقالههای خوب نمونههایی از بهترین نوشتارها با موضوعی مشابه مقالهٔ مورد نظر خودتان را بیابید. شانس بیشتر برای یک بازبینی سریع برای این که شانس بازبینی سریع مقالهتان بیشتر شود، پیشنویس خود را با استفاده از دکمهٔ پایین با برچسبهای ویکیپروژهٔ مرتبط برچسب بزنید. این کار به بازبینیکنندگان کمک میکند تا مطلع شوند که یک پیشنویس جدید با موضوع مورد علاقهٔ آنها ثبت شدهاست. برای مثال، اگر مقالهای دربارهٔ یک فضانورد زن نوشتهاید، میتوانید برچسبهای زندگینامه، فضانوردی و دانشمندان زن را بیفزایید. منابع برای ویرایشگران
آخرین بار در ۲ ماه پیش توسط MJXVI (بحث | مشارکتها) ویرایش شدهاست. (روزآمدسازی) |
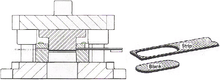
ابزارهای پرس بیشتر در پرس های هیدرولیک، پنوماتیک و مکانیکی برای تولید اجزای ورق فلزی در حجم زیاد استفاده میشوند. به طور کلی، ابزارهای پرس بر اساس انواع فعالیتی که با استفاده از آنها انجام میشود، مانند پولک زنی، سوراخ کاری[۱]، خمکاری[۲]، شکلدهی[۳]، آهنگری[۴]، برش دادن[۵]، و غیره دستهبندی میشوند.[۶]
دستهبندی ابزارهای پرس
[ویرایش]ابزار خالی کردن
[ویرایش]- خالی کردن یک عملیات پانچ است؛ در آن کل محیط بریده میشود، و قسمت برش به عنوان مهر(STAMP یا BLANK) شناخته میشود.
- هنگامی که یک قطعه با یک حرکت پانچ و قالب تولید میشود؛ بهطوریکه در آن تمام مشخصات بیرونی در یک حرکت بریده شود، آن ابزار را ابزار خالی کردن مینامند.
- عمل خالی کردن، برش اشکال مسطح از روی ورق فلز است.
- قسمت بیرونی فلز باقیمانده پس از انجام خالی کردن، بیشتر به عنوان زباله دور ریخته میشود.
- اندازه جای خالی ایجاد شده به اندازه قالب است و اسم ترخیص بر روی پانچ داده میشود.
- خالی کردن، یک عملیات برش فلز است.
ابزار خالی کردن
در خالی کردن، فلزی که پس از برش به دست می آید، ممکن است دوباره مورد استفاده قرار گیرد.
- اندازه جای خالی به اندازه قالب بستگی دارد.
- اسم ترخیص به پانچ داده میشود.
- ورق خالی به عنوان محصول نهایی میباشد.
ابزار سوراخ کاری
[ویرایش]
سوراخ کاری، بریدن سوراخ های تمیز با یک ابزارحلزونی شکل است. این عملیات، برش قالب نامیده میشود؛ و میتواند اجزای مسطحی تولید کند. در آن قالب، ابزار شکلیافته، به یک ماده ورقهای فشار داده میشود طوریکه از عمل برشی، برای برش سوراخها استفاده میکند. از این روش، میتوان برای برش قطعات با اندازه ها و اشکال مختلف در ورق فلز، چرم، و بسیاری از مواد دیگر استفاده کرد.
ابزار قطع کننده
[ویرایش]
قطع کردن یک عملیات برشی است. در آن با برش دادن طرفین مخالف قطعه به ترتیب، قطعات خالی از یک نوار ورق فلزی جدا میشوند.
ابزار جدا کننده
[ویرایش]ابزار جدا کننده، شبیه به ابزار قطع کننده است. در جدا کننده، یک قسمت مجزا از یک ورق یا نوار فلزی در امتداد یک مسیر هندسی دلخواه بریده میشود. به عنوان تفاوت بین قطع کننده و جدا کننده، به دلیل هندسه قطع کننده، میتوان آن را بطور کامل روی ورق فلز قرار داد. با قطع کننده، برش ورق فلز را می توان در یک مسیر و در یک زمان انجام داد و هیچ اتلاف موادی وجود ندارد. با جدا کننده، نمی توان شکل را به طور دقیق تودرتو کرد. جداسازی شامل برش ورق فلز در طول دو مسیر به طور همزمان است. جداسازی مقدار معینی از مواد را هدر می دهد که میتواند قابل توجه باشد.
ابزار تراش
[ویرایش]هنگامی که حفره و لایه از روی ورق فلزی مسطح کشیده می شود، به دلیل جریان ناهموار فلز، لبه آن موج دار و نامنظم میماند. پوسته فلنج دار و همچنین حلقه بریده شده از اطراف لبه برداشته شده است. مقدار کمی از مواد که باقی مانده است، با استفاده از ابزار تراش، برداشته میشود.[۷]
ابزار اصلاح
[ویرایش]ابزار اصلاح، با تراشیدن، مقدار کمی از مواد اطراف لبه های مهر و موم یا سوراخ خالی شده را از بین می برد. عملیات این ابزار، در یک لبه صاف و نرم انجام میشود؛ لذا اصلاح اغلب بر روی آلات دقیق، ساعت و قطعات ساعت و موارد مشابه انجام می شود. همچنین نیاز به ترخیص قالب مناسب است.
ابزار شکل دهی
[ویرایش]شکل دهی، عملیات تغییر شکل بخشی در پروفیل منحنی است. ابزارهای شکل دهی فرم های پیچیده تری را روی قطعات اعمال می کنند. خط خم به جای مستقیم خمیده است و فلز در معرض جریان پلاستیک یا تغییر شکل قرار میگیرد.
ابزار طراحی
[ویرایش]ابزار طراحی، ورق های مسطح فلز را با قرار دادن در معرض تغییر شکل پلاستیک، به توده، پوسته، و یا سایر اشکال تبدیل میکند. در این ابزار، کشش محوری وارده به ورق از طریق اعمال نیروی محوری است.
این نوع ابزار پرس تنها برای انجام یک عملیات خاص استفاده میشود، بنابراین در زیر ابزار مرحلهای طبقه بندی می شود.
ابزار پیشرونده
[ویرایش]ابزار پیشرونده، با ابزار مرحله ای متفاوت است. در ابزار پیشرونده، جزء نهایی با پیشرفت ورق یا نوار فلزی در بیش از یک مرحله به دست میآید. در هر مرحله، ابزار به تدریج قطعه را به سمت شکل نهایی خود شکل میدهد، و در مرحله نهایی قطعه در بیشتر مواقع قطع میشود.
ابزار مرکب
[ویرایش]ابزار مرکب از نظر چیدمان پانچ و قالب با ابزارهای پیشرونده و مرحله ای متفاوت است. این یک ابزار معکوس است که در آن پولکزنی و سوراخکاری در یک مرحله انجام میشود. ابزار خالی کردن نیز به عنوان قالب سوراخ کننده عمل میکند. این بدان معنی است که پانچ در سمت پایین ابزار و منگنه های سوراخ کننده به سمت بالای ابزار خواهند بود. و سوراخ فقط دریک طرف تشکیل میشود.
ابزار ترکیبی
[ویرایش]در ابزار ترکیبی، دو یا چند عملیات مانند خم کاری و تراش به طور همزمان انجام میشود. دو یا چند عملیات مانند شکلدهی، کشیدن، خالی کردن، برجستهسازی ممکن است روی قطعه با عملیات برشهای مختلف مانند پر کردن، سوراخ کردن، برش دادن و برش ترکیب شوند. یعنی میتواند عملیات برش و غیر برش را در یک ابزار انجام دهد.
ساختار کلی ابزار پرس
[ویرایش]ساختار کلی ابزار پرس دارای عناصر زیر میباشد:
- ساقه: به عنوان قسمتی برای نصب قالب پرس قطعه در دستگاه پرس با تراز مناسب استفاده می شود.
- صفحه بالا: برای نگه داشتن نیمه بالایی ابزار پرس با اسلاید پرس استفاده می شود. به آن صفحه بالستر نیز میگویند.
- پانچ پشت صفحه: این صفحه از نفوذ منگنههای سخت شده به صفحه بالایی جلوگیری میکند. به آن صفحه فشار یا صفحه پشتیبان نیز میگویند.
- نگهدارنده پانچ: این صفحه برای قرار دادن پانچ های ابزار پرس استفاده میشود.
- پانچ: برای انجام عملیات برش و غیر برش از پانچ های ساده یا پروفیلی استفاده میشود.
- صفحه قالب: صفحه قالب دارای مشخصات مشابهی از قطعه است. بیشتر قالب های برش دارای سوراخ هایی با فاصله زمینی و زاویه ای هستند و قالب های غیر برش دارای پروفیل هستند.
- صفحه پست قالب: این صفحه از نفوذ درج های قالب سخت شده به داخل صفحه پایینی جلوگیری میکند.
- پایه و پوسته توخالی راهنما: برای تراز بین نیمههای بالا و پایین ابزارهای پرس استفاده میشود.
- صفحه پایین: برای نگه داشتن نیمه پایینی ابزار پرس با اسلاید پرس استفاده میشود.
- صفحه استریپر: برای جدا کردن قطعه از پانچ ها استفاده میشود.
- راهنماهای نواری: برای هدایت نوار به داخل ابزار پرس جهت انجام عملیات استفاده میشود.
بررسی نیروی برشی در ابزار پرس
[ویرایش]به طور کلی، نیروی برشی را میتوان با استفاده از فرمول زیر محاسبه کرد.
CF =L x T x ζmax
نیروی برشd بر حسب نیوتن خواهد بود. در آن، "L" همان طول برش (محیط پروفیل) بر حسب میلیمتر است. به عنوان مثال: مربعی به طول 40 میلیمتر که باید برش داده شود، طول برش 160 میلیمتر خواهد داشت.
"T" ضخامت ورق فلزی بر حسب میلیمتر، میباشد.
"ζmax " حداکثر مقاومت برشی ورق فلز بر حسب مگا پاسکال میباشد.
نیروی قالب کشی
[ویرایش]نیروی قالب کشی، نیروی مورد نیاز برای بیرون راندن نوار از پانچ ها است. به نوار کمک می کند تا برای عملیات بعدی به جلو برود. این نیرو بهطورمعمول 10 تا 20 درصد نیروی برشی میباشد.
نیروی پرس
[ویرایش]نیروی پرس، نیروی برشی است که به نیروی قالب کشی اضافه می شود. و به صورت زیر، محاسبه میشود.
نیروی پرس = نیروی برشی + نیروی قالب کشی
تجهیزات مناسب در ابزار پرس
[ویرایش]نگهدارنده پانچ و پانچ =H7/k6
پانچ و استریپر = H7/k6
ستون راهنما و بوش راهنما = H7/g6
بوش راهنما و صفحه بالا = H7/p6
ستون راهنما و صفحه پایین = H7/p6
رولپلاک و صفحه = H7/m6
سوراخ رولپلاک = H7/m6
فهرست منابع
[ویرایش]- ↑ "پولکزنی و سوراخگری". ویکیپدیا، دانشنامهٔ آزاد. 2024-02-25.
- ↑ "خمکاری". ویکیپدیا، دانشنامهٔ آزاد. 2023-08-19.
- ↑ "شکلدهی (فلزکاری)". ویکیپدیا، دانشنامهٔ آزاد. 2023-01-19.
- ↑ "آهنگری". ویکیپدیا، دانشنامهٔ آزاد. 2024-04-16.
- ↑ "برش دادن". ویکیپدیا، دانشنامهٔ آزاد. 2024-05-02.
- ↑ "Types of press tools". Wikipedia (به انگلیسی). 2024-06-18.
- ↑ «Loading...». knowledge.bsigroup.com. دریافتشده در ۲۰۲۴-۰۶-۲۹.